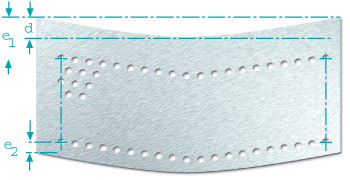
Säbelförmigkeit
Eine Säbelförmigkeit kann schon bei ungelochten Blechen auftreten. Beim Lochvorgang kann es zu weiteren Verformungen kommen. Für die Säbelförmigkeit gibt es keine generellen Abweichungen. Die Säbelförmigkeit wird verstärkt durch: den Werkstoff, die offene Siebfläche, unterschiedliche Längsränder, Maße der Lochbleche (Dicke, Breite, Länge). Die Säbelförmigkeit kann evtl. durch das Schneiden der Längsseite des Lochbleches behoben werden. Allerdings bleibt die Säbelförmigkeit im Lochfeld bestehen. Toleranzen nach DIN.
Dehnung der Lochbleche
Während des Lochvorganges wird das Lochfeld gedehnt, d.h., Breite und Länge des Bleches verändern sich. Das Ausmaß der Dehnung wird von Material, Blechstärke, Lochung und Teilung bestimmt und lässt sich nicht genau vorhersagen. Durch das anschließende maschinelle Richten des Lochblechs wird das Lochblech bzw. das Lochfeld ebenfalls gedehnt. Falls Maßabweichungen nicht überschritten werden dürfen, bitten wir Sie uns dies mitzuteilen.

Restwelligkeit
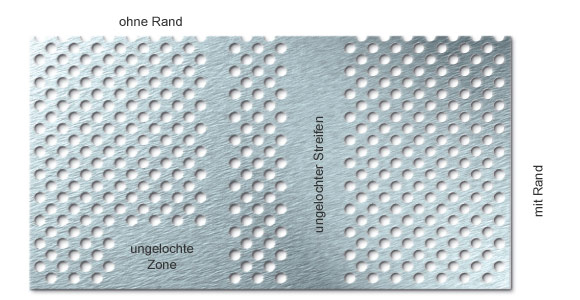
Die Restwelligkeit, die selbst nach mehrfachen maschinellen Richten nicht zu vermeiden ist, entsteht häufig bei Lochblechen mit einem Verhältniswert Lochdurchmesser zum Steg zur Blechstärke >1, durch die Vormaterialqualität, bei Lochblechen mit einem sehr großen Durchlass, bei Lochblechen mit stark abweichenden ungelochten Rändern oder bei Lochblechen mit ungelochten Streifen bzw. Zonen.
Planheit
Nach dem Perforieren werden die Lochbleche nach DIN maschinell gerichtet. Jedoch sind die Lochbleche nach diesem Vorgang nicht völlig eben und frei von Spannungen. Durch das Lochen erhalten die Bleche, je nach Lochart, Oberflächenspannungen. Bei breiten, ungelochten Rändern, oder bei ungelochten Zonen bestimmter Materialien sind diese Spannungen besonders groß. Somit ist es kaum möglich einwandfreie plane Lochbleche zu liefern. Wir bitten Sie um Mitteilung, wenn Sie besondere Anforderungen an die Planheit von Lochblechen anstreben möchten.

Risikolochung
Während des Lochens besteht die Gefahr, dass Stempel brechen können. Das Risiko vergrößert sich, wenn die Blechstärke größer ist als Lochdurchmesser und / oder Steg. Die entstehenden Fehlstellen werden nicht nachgelocht oder nachgebohrt. In Anfragen und Bestellungen weisen wir auf die Risikolochung hin.
Säbelförmigkeit
Eine Säbelförmigkeit kann schon bei ungelochten Blechen auftreten. Beim Lochvorgang kann es zu weiteren Verformungen kommen. Für die Säbelförmigkeit gibt es keine generellen Abweichungen. Die Säbelförmigkeit wird verstärkt durch: den Werkstoff, die offene Siebfläche, unterschiedliche Längsränder, Maße der Lochbleche (Dicke, Breite, Länge). Die Säbelförmigkeit kann evtl. durch das Schneiden der Längsseite des Lochbleches behoben werden. Allerdings bleibt die Säbelförmigkeit im Lochfeld bestehen. Toleranzen nach DIN.
Dehnung der Lochbleche
Während des Lochvorganges wird das Lochfeld gedehnt, d.h., Breite und Länge des Bleches verändern sich. Das Ausmaß der Dehnung wird von Material, Blechstärke, Lochung und Teilung bestimmt und lässt sich nicht genau vorhersagen. Durch das anschließende maschinelle Richten des Lochblechs wird das Lochblech bzw. das Lochfeld ebenfalls gedehnt. Falls Maßabweichungen nicht überschritten werden dürfen, bitten wir Sie uns dies mitzuteilen.
Restwelligkeit
Die Restwelligkeit, die selbst nach mehrfachen maschinellen Richten nicht zu vermeiden ist, entsteht häufig bei Lochblechen mit einem Verhältniswert Lochdurchmesser zum Steg zur Blechstärke >1, durch die Vormaterialqualität, bei Lochblechen mit einem sehr großen Durchlass, bei Lochblechen mit stark abweichenden ungelochten Rändern oder bei Lochblechen mit ungelochten Streifen bzw. Zonen.
Planheit
Nach dem Perforieren werden die Lochbleche nach DIN maschinell gerichtet. Jedoch sind die Lochbleche nach diesem Vorgang nicht völlig eben und frei von Spannungen. Durch das Lochen erhalten die Bleche, je nach Lochart, Oberflächenspannungen. Bei breiten, ungelochten Rändern, oder bei ungelochten Zonen bestimmter Materialien sind diese Spannungen besonders groß. Somit ist es kaum möglich einwandfreie plane Lochbleche zu liefern. Wir bitten Sie um Mitteilung, wenn Sie besondere Anforderungen an die Planheit von Lochblechen anstreben möchten.
Risikolochung
Während des Lochens besteht die Gefahr, dass Stempel brechen können. Das Risiko vergrößert sich, wenn die Blechstärke größer ist als Lochdurchmesser und / oder Steg. Die entstehenden Fehlstellen werden nicht nachgelocht oder nachgebohrt. In Anfragen und Bestellungen weisen wir auf die Risikolochung hin.
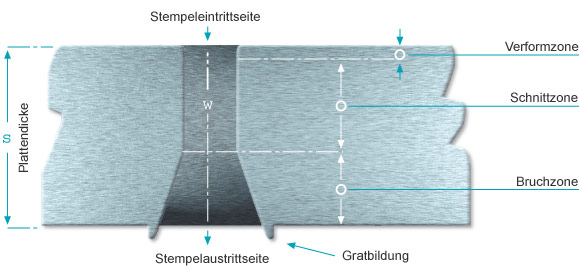
Lochbild
Das gestanzte Loch weist neben seiner Verformungszone eine zylindrische Schnittzone und nach unten hin eine konische Bruchzone auf. Die Lochweite w wird in der Schnittzone gemessen. Gestanzte Lochbleche haben generell ein leicht konisches Lochschnittbild.
Grat
Der Grat bildet sich beim Lochen an der Stempelaustrittseite. Über die Stärke der Gratbildung lässt sich keine allgemeine Aussage machen. Sie ist je nach Werkstoff und Lochung verschieden. Absolut gratfreie Lochbleche sind nur durch eine Nachbehandlung zu erzielen.
Lochflächen
Anfang und Ende der Lochflächen



Relativ freie Lochfläche
Die relative freie Lochfläche bzw. der freie Querschnitt oder die offene Siebfläche ist der prozentuale Durchlass der gelochten Fläche (ao). Dies ist für die Durchflussberechnung, die Belastbarkeit und für die Gewichtsberechnung der Lochbleche von großer Bedeutung.