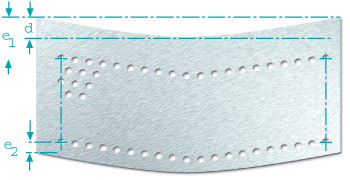
Curvature
Longitudinal curvature can occur even in a solid sheet. Additional curvature may appear during the perforating process. There are no general values which can be applied to the curvature apex. This effect will be amplified by the material, open sieve areas, differing margins at the long edges, dimensions of the perforated sheet (thickness, width, length). The curvature apex may in some cases be corrected by trimming the long edge of the perforation plate although the deviation in the perforation pattern will remain. Tolerances as per DIN.
Elongation of the perforated plate
The material in the perforation zone will be stretched during the punching process; the width and length of the panel will change. The extent of such elongation will depend on the material, it’s thickness, the perforation and the pitch; it cannot be predicted precisely in advance. The perforated plate and the perforation zone will be stretched in addition by subsequent mechanical straightening. If there are dimensional tolerances which may not be exceeded, then they must be specified.

Residual waviness
Residual waviness, which cannot be entirely avoided even after several mechanical leveling operations, often occurs where perforated plate exhibits a ratio of hole diameter to strand size to sheet thickness which is greater than 1; further influences are exerted by the nature of the material, in perforated panels with a large open area, and where panels have widely differing unperforated margins, strips, or zones.
Flatness
After perforation the plates are leveled or flattened mechanically as per DIN standards. The plates are, however, not entirely flat and free of stresses following this procedure. The perforation process will induce strain in the plate, the extent depending on the hole design. Wide, non-perforated margins or non-perforated zones in certain materials will cause especially great strains. As a consequence it is hardly possible to deliver perforated plates which are absolutely perfect. Please inform us if you have particular expectations in regard to the flatness of perforated plates.

Perforation hazards
There is always the danger that rams will break during the perforation process. The risk rises dramatically if the sheeting is thicker than the hole diameter and/or strand size. In these cases the defects which thus arise will not be re-punched or drilled. "Risky perforations” shall be indicated on our offers and acknowledgements. We mention the risks in our inquires and orders
Curvature
Longitudinal curvature can occur even in a solid sheet. Additional curvature may appear during the perforating process. There are no general values which can be applied to the curvature apex. This effect will be amplified by the material, open sieve areas, differing margins at the long edges, dimensions of the perforated sheet (thickness, width, length). The curvature apex may in some cases be corrected by trimming the long edge of the perforation plate although the deviation in the perforation pattern will remain. Tolerances as per DIN.
Elongation of the perforated plate
The material in the perforation zone will be stretched during the punching process; the width and length of the panel will change. The extent of such elongation will depend on the material, it’s thickness, the perforation and the pitch; it cannot be predicted precisely in advance. The perforated plate and the perforation zone will be stretched in addition by subsequent mechanical straightening. If there are dimensional tolerances which may not be exceeded, then they must be specified.
Residual waviness
Residual waviness, which cannot be entirely avoided even after several mechanical leveling operations, often occurs where perforated plate exhibits a ratio of hole diameter to strand size to sheet thickness which is greater than 1; further influences are exerted by the nature of the material, in perforated panels with a large open area, and where panels have widely differing unperforated margins, strips, or zones.
Flatness
After perforation the plates are leveled or flattened mechanically as per DIN standards. The plates are, however, not entirely flat and free of stresses following this procedure. The perforation process will induce strain in the plate, the extent depending on the hole design. Wide, non-perforated margins or non-perforated zones in certain materials will cause especially great strains. As a consequence it is hardly possible to deliver perforated plates which are absolutely perfect. Please inform us if you have particular expectations in regard to the flatness of perforated plates.
Perforation hazards
There is always the danger that rams will break during the perforation process. The risk rises dramatically if the sheeting is thicker than the hole diameter and/or strand size. In these cases the defects which thus arise will not be re-punched or drilled. "Risky perforations” shall be indicated on our offers and acknowledgements. We mention the risks in our inquires and orders
Surface finishing/appearance
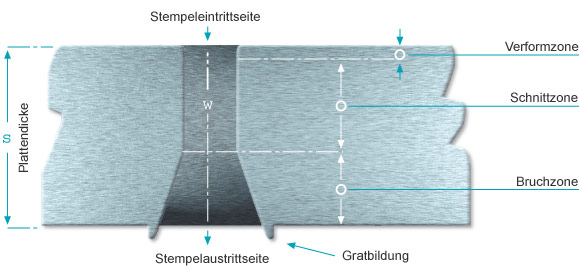
Hole cross-section
In addition to the deformation zone, the punched hole will exhibit a cylindrical cutting zone and, toward the bottom, a tapered break-away zone. Hole width "w” is measured in the cutting zone. The holes in perforated sheet will generally be slightly tapered or conical in their cross-section.
Burr
The burr is formed during punching on the surface at which the ram exits the material. It is impossible to make any generalizations about the extent to which burring will be encountered as this will vary, depending on the material and the punch itself. Perforated plates will require post-punching treatment if they are to be absolutely free of burrs.
Perforated areas
Beginning and end of the perforated areas



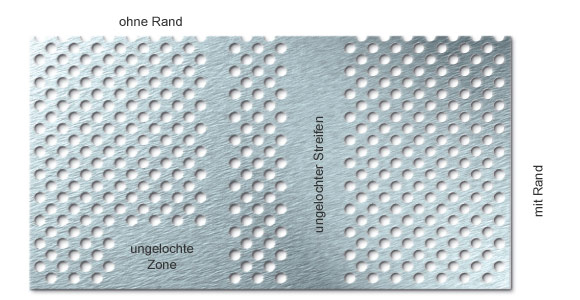
Free open area
The open area – also referred to as the open screening area – is to be calculated according to the various formulas for the different forms of perforation. The open area is defined as a percentage. This is of great significance when calculating the flow rate, the load-bearing capacity and the weight of the perforated plate.